キー溝の設計方法をわかりやすく解説|平行キーの選定・強度計算・設計時の注意点
モーター軸にプーリや歯車、カップリングなどを取り付ける際、軸と相手部品を確実に回転させるために使われる代表的な締結方法がキー締結です。
キー締結は構造がシンプルで、機械装置や産業機器でも広く使用されています。一方で、キー寸法やキー溝寸法を適当に決めてしまうと、キーの破損、キー溝の変形、ガタの発生、軸強度の低下などにつながることがあります。
本記事では、機械設計者向けに、キー溝設計の基本手順、強度計算、図面指示、設計時の注意点について解説します。
キー溝とは
キー溝とは、軸とボス側部品の間にキーを入れるための溝です。
軸にプーリや歯車を差し込んだだけでは、トルクがかかったときに空転してしまう可能性があります。そこで、軸側とボス側の両方に溝を加工し、その間にキーを入れることで、軸の回転力を相手部品へ伝達します。
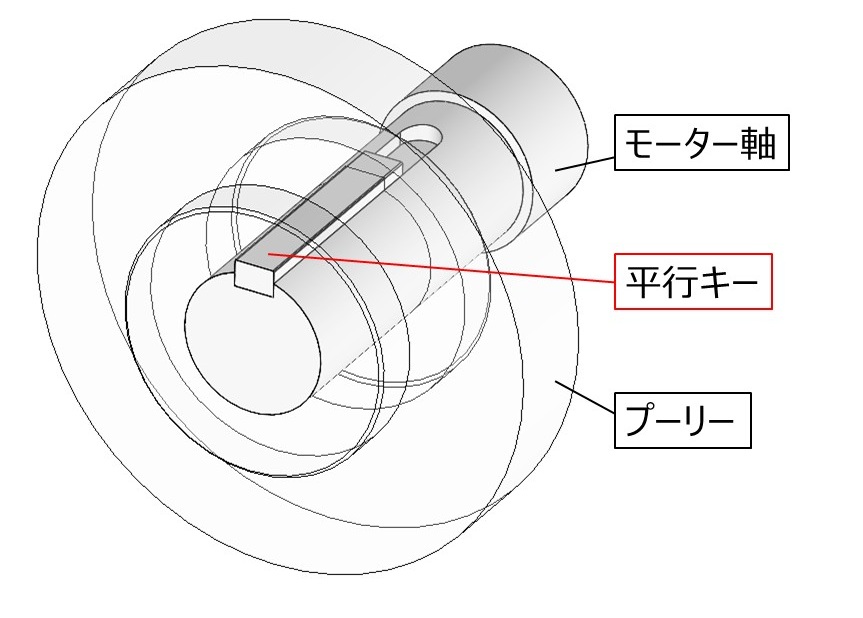
キーは主に回り止めとして機能します。
そのため、軸方向の抜け止めについては、止めねじ、止め輪、段付き軸、ナット、エンドプレートなどを別途設計する必要があります。
キーの種類
キーにはいくつか種類がありますが、一般的な機械設計でよく使われるのは平行キーです。
代表的なキーには以下があります。
| 種類 | 特徴 |
| 平行キー | 最も一般的。軸とボスの回り止めに広く使用される |
| こう配キー | キーに傾斜があり、打ち込みによって固定力を得る |
| 半月キー | 半月形状のキー。小型軸や位置合わせ用途で使われることがある |
キー溝設計の基本手順
基本手順は次の通りです。
- 軸径を決める
- 軸径に合う標準キー寸法を選ぶ
- キー長さを仮決めする
- せん断応力と面圧を確認する
- 加工方法と図面指示を確認する
重要なのは、キー寸法を自分で自由に決めるのではなく、軸径に対応した標準寸法から選定することです。
平行キーやキー溝寸法は、一般的に JIS B 1301 などの規格に基づいて設計します。実際の図面作成時には、最新のJIS規格表やメーカー技術資料を確認してください。
1.軸径からキー寸法を選定する
キー寸法は、軸径によって標準寸法が決まっています。
例えば、軸径が20mm程度であれば、代表的には6×6の平行キーが選定候補になります。軸径が24mm程度であれば8×7クラスのキーが候補になります。
ただし、実際の設計では必ずJIS B 1301などの規格表を確認し、軸径範囲に対応したキー寸法を選定します。
学習用のイメージとしては、以下のようになります。
| 軸径の目安 | キー寸法の例 |
| 10〜12mm程度 | 4 × 4 |
| 12〜17mm程度 | 5 × 5 |
| 17〜22mm程度 | 6 × 6 |
| 22〜30mm程度 | 8 × 7 |
| 30〜38mm程度 | 10 × 8 |
| 38〜44mm程度 | 12 × 8 |
この表はあくまで理解用の例です。
実務では、規格表に基づいてキー幅、キー高さ、軸側キー溝深さ、ボス側キー溝深さ、公差を確認します。
2.伝達トルクを確認する
キーは軸のトルクを相手部品へ伝える部品です。
そのため、設計ではまず伝達トルクを確認します。
モーター出力と回転数からトルクを求める場合は、以下の式を使います。
T = 9550 × P / n
- T:トルク(N・m)
- P:出力(kW)
- n:回転数(rpm)
例えば、0.75kW、1500rpmのモーターであれば、
T = 9550 × 0.75 / 1500
= 4.775 N・m
となります。
計算時には、N・mmに変換して扱うと便利です。
4.775 N・m = 4775 N・mm
3.キーに作用する接線力を求める
伝達トルクが分かれば、キーに作用する接線力を求めます。
F = 2T / d
- F:キーに作用する接線力(N)
- T:伝達トルク(N・mm)
- d:軸径(mm)
例えば、
T = 4775 N・mm
d = 24 mm
の場合、
F = 2 × 4775 / 24
= 約398 N
となります。
4.キーのせん断応力を確認する
キーは、軸とボスの間で力を受けるため、せん断される方向に荷重を受けます。
せん断応力は以下で求めます。
τ = F / (b × L)
- τ:せん断応力(MPa)
- F:接線力(N)
- b:キー幅(mm)
- L:キー有効長さ(mm)
例えば、
F = 398 N
b = 8 mm
L = 28 mm
の場合、
τ = 398 / (8 × 28)
= 1.78 MPa
となります。
この値がキー材質の許容せん断応力以下であれば、せん断に対しては成立します。
5.キーの面圧を確認する
キー設計では、せん断応力だけでなく面圧の確認が重要です。
面圧とは、キーの側面が押しつぶされる方向の応力です。実務上、キーの不具合は、せん断破壊よりもキー溝側の変形や摩耗として現れることも多くあります。
面圧は以下で求めます。
σc = F / ((h / 2) × L)
- σc:面圧、圧縮応力(MPa)
- F:接線力(N)
- h:キー高さ(mm)
- L:キー有効長さ(mm)
例えば、
F = 398 N
h = 7 mm
L = 28 mm
の場合、
σc = 398 / ((7 / 2) × 28)
= 4.06 MPa
となります。
6. キー長さの決め方
キー長さは、強度だけで決めるのではなく、ボス長さとの関係で決めます。
基本的には、
キー長さ ≦ ボス長さ
となるようにします。
例えば、ボス長さが35mmであれば、キー長さは25〜32mm程度の範囲で検討することが多いです。
ただし、キーを長くすれば必ず良いというわけではありません。キー溝が長くなると、軸の断面欠損も大きくなり、軸の強度低下や応力集中につながります。
そのため、必要以上に長いキー溝は避け、伝達トルク、ボス長さ、加工性のバランスを見て決めます。
設計例
以下の条件で、キー溝設計を考えます。
- モーター出力:0.75 kW
- 回転数:1500 rpm
- 軸径:24 mm
- ボス長さ:35 mm
- 用途:プーリ固定
- 回転方向:一方向
- 衝撃:小さい
- 軸材質:S45C
- ボス材質:FC250
トルク計算
T = 9550 × 0.75 / 1500
= 4.775 N・m
= 4775 N・mm
接線力
F = 2T / d
= 2 × 4775 / 24
= 約398 N
キー寸法
軸径24mmの場合、標準キーとしては代表的に 8 × 7 クラスが候補になります。
実際にはJIS B 1301などの規格表で確認します。
ここでは仮に、
キー寸法:8 × 7
キー長さ:28 mm
とします。
せん断応力
τ = F / (b × L)
= 398 / (8 × 28)
= 1.78 MPa
面圧
σc = F / ((h / 2) × L)
= 398 / ((7 / 2) × 28)
= 4.06 MPa
この条件では、計算上はかなり余裕があると考えられます。
ただし、実際の設計では、起動トルク、衝撃荷重、正逆回転、頻繁な起動停止、ボス材質、使用環境なども考慮して判断します。
図面指示で注意すること
キー溝を図面に指示する際は、以下を明確にします。
- キー溝幅
- 軸側キー溝深さ
- ボス側キー溝深さ
- キー溝長さ
- 端部形状
- 公差
- 適用規格
- 必要に応じて表面粗さを記載
キー溝設計でよくある失敗
よくある失敗例について紹介します。
キー寸法を適当に決めてしまう
軸径に対して大きすぎるキーを選べば強くなる、という考え方は危険です。
キーを大きくすると、軸側の溝も深くなります。
その結果、軸の断面欠損が増え、軸自体の強度が低下する場合があります。
基本は、軸径に対応した標準キーを使用します。
ボス材質を考慮していない
キーが鉄で十分な強度を持っていても、ボス材質が弱い場合、ボス側キー溝が先に変形することがあります。
特に注意が必要なのは、以下のような部品です。
- アルミプーリ
- 樹脂ギヤ
- 焼結部品
- 鋳物ボス
- 薄肉ボス
このような場合は、キー材質だけでなく、ボス側の面圧や肉厚も確認します。
軸方向固定をキーに期待してしまう
キーは回転方向のトルクを伝達するための部品です。
軸方向の抜け止めとしては基本的に考えません。
軸方向に抜ける可能性がある場合は、以下のような構造を併用します。
- 止めねじ
- 止め輪
- 段付き軸
- ナット締結
- エンドプレート
- クランプ構造
キー締結を使う場合は、回り止めと抜け止めを分けて考えることが重要です。
正逆回転や衝撃を考慮していない
正逆回転や頻繁な起動停止がある場合、キーとキー溝のすきまによって衝撃が発生することがあります。
その結果、以下のような不具合につながります。
- カタカタ音
- フレッティング摩耗
- キー溝の変形
- 位相ずれ
- ボスの割れ
位置決め精度が必要な場合や、正逆回転が多い場合は、キー締結以外の方法も検討します。
例えば、
- クランプ締結
- テーパロック
- 焼きばめ
- スプライン
- セレーション
- クランプ式カップリング
などです。
キー締結が向いている用途
キー締結は、以下のような用途に向いています。
- モーター軸へのプーリ固定
- 歯車の回り止め
- スプロケットの固定
- カップリングハブの固定
- 一般産業機械の駆動部
構造が分かりやすく、加工や交換もしやすいため、汎用的な機械設計で使いやすい締結方法です。
一方で、高精度な位置決めが必要な用途、ガタを嫌う用途、正逆回転が多い用途、高速回転でバランスが重要な用途では、別の締結方法を検討した方がよい場合があります。
まとめ
キー溝設計では、以下のポイントが重要です。
まず、キー寸法は軸径から標準寸法を選定します。
次に、伝達トルクからキーに作用する接線力を求め、せん断応力と面圧を確認します。
特に面圧は、キーそのものだけでなく、ボス側キー溝の変形や摩耗にも関係するため注意が必要です。
また、キーはあくまで回り止めの部品であり、軸方向の抜け止めは別に設計する必要があります。
キー締結はシンプルで使いやすい構造ですが、軸径、キー寸法、ボス材質、荷重条件、加工性を考慮して設計することが大切です。
MechaCreatesでは、機械装置の構想設計、詳細設計、3Dモデリング、図面作成、駆動系部品の設計検討などを行っています。
キー溝や軸締結構造を含めた機械設計でお困りの際は、お気軽にご相談ください。
周波数応答解析の手順
周波数応答解析とは
周波数応答解析とはある対象物に一定の周波数を加振した場合、その対象物の変位や速度、加速度の応答を計算するものです。
固有値計算を実施すると変位が○○mmと表示されることがありますが、これは実際これだけ変位があるという意味ではなく相対比較のために数値化しているだけのものです。
では、この変位の実際の数値を求めることはできるのでしょうか?
ここで、周波数応答解析を行うことによって。この数値が実際にどの程度になりそうかを計算することができます。「実際に」と記載しましたが、解析はあくまでも参考値の位置づけになります。なぜなら周波数応答解析で定義する減衰比は実際、どの程度になるかわからないためです。そのため最終的には実機の測定結果との整合が必要になってきますが振動対策をする上では対策前後の効果を相対的に評価するものとして周波数応答解析は良いツールとなります。
本記事では、こちらの記事で計算したものと同じPrePoMaxを使用して周波数応答解析を実施する手順について紹介します。
周波数応答解析の手順
周波数応答解析を実施するにあたって、まず固有値解析をする必要があります。
解析モデル
こちらの記事で紹介した解析モデルを使用します。
解析の手順
こちらの記事で紹介した固有値解析を実施したデータを流用しPrePoMaxで周波数応答解析を実施していきます。
モード1次の周波数が152Hzで台中央が太鼓のように揺れており、太鼓の中心部(腹と呼びます)のNode ID 230553が最も変位が高いため、このNodeが152Hz付近でどの程度の変位になっているかを周波数応答解析で確認します。
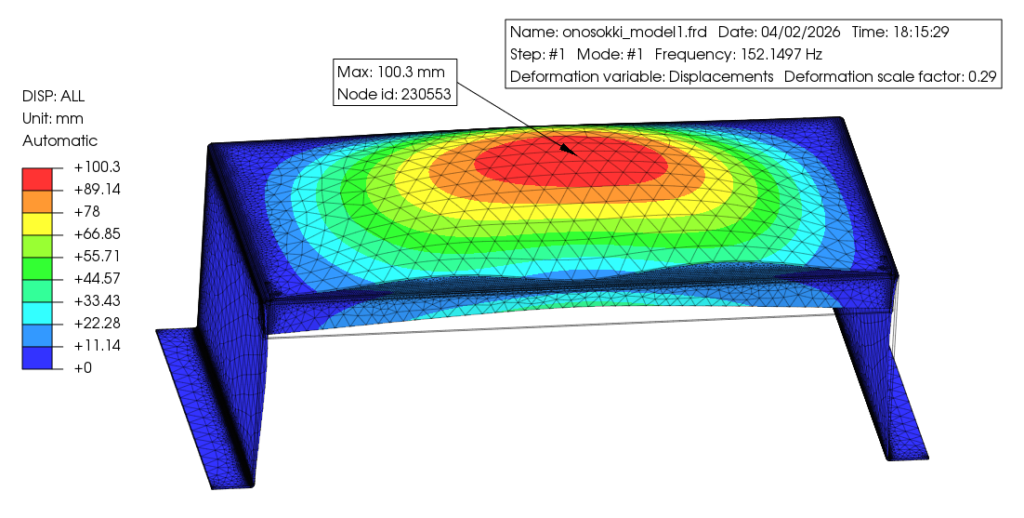
図:固有値解析の結果(モード1次)
流れは以下の通りです。
固有値解析の設定
周波数解析を行うためには、事前に実施した固有値解析の設定を一部確認する必要があります。
固有値解析(Frequency Step)を設定したStepを右クリックし、StorageをYesに設定します。こうすることで、固有値解析の計算結果を保存するので、周波数応答解析の際に固有値解析の計算結果を使用することができます。
逆にNoに設定した場合は周波数応答解析の計算の際に「*ERROR in steadystate: cannot open eigenvalue file for reading」と表示されエラーになります。
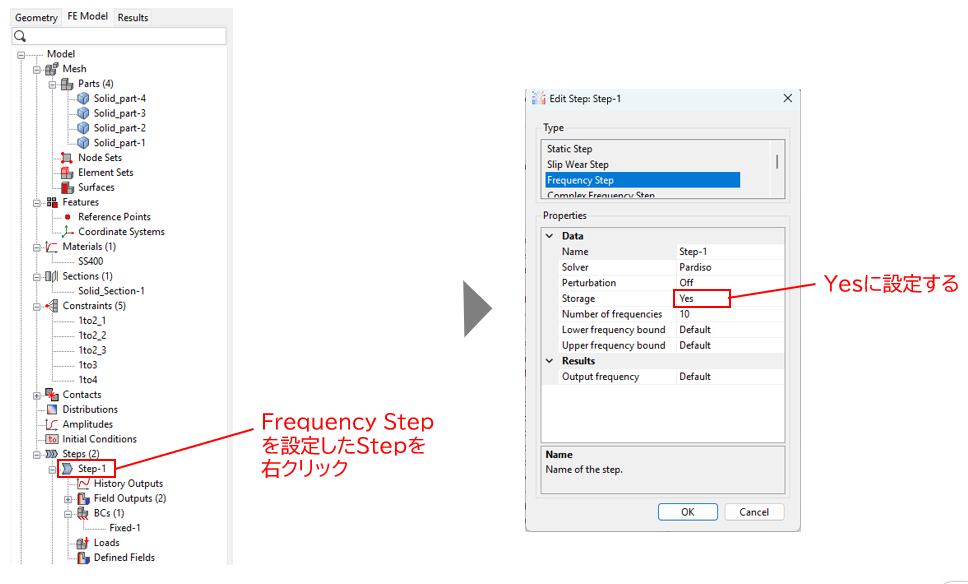
図:固有値解析の設定
Steady State Dynamics Stepの設定
Step → Step → Createを選択しCreate StepのTypeのウィンドウからSteady State Dynamics Stepを選択します。
Propertiesのデフォルトはv2.4.0では下記のようになっておりますが以下の項目のみ設定を変更しました。
- Lower frequency bound : 147Hz
- Upper frequency bound : 157Hz
- Number of data points : 10
- Bias :1
- Damping type : Constant
- Damping ratio : 0.02
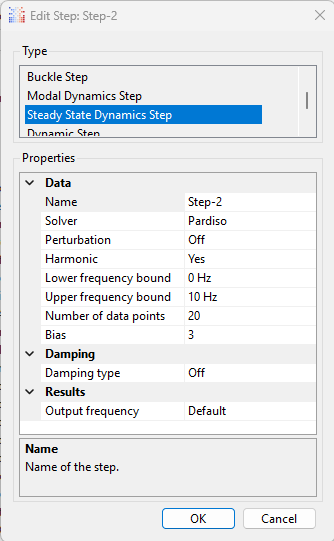
図:デフォルトの設定値
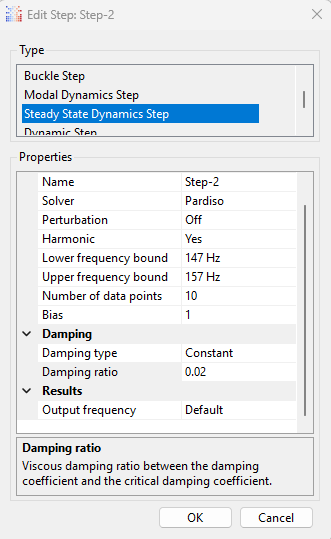
図:変更した設定値
Lower/Upper frequency boundは固有値解析モード1次の152Hz付近を計算するため152±5Hzの値としました。Number of data points は10とし、ちょうど1Hz刻みで計算をする設定としました。0Hzから300Hzまで、Number of data points は300など、自由に設定することができますが、計算するdata points が多くなるほど計算時間が長くなったりフリーズしたりするため、なるべく計算する周波数の範囲を抑えつつ細かく周波数を区切るようにしました。
Damping ratio(減衰比)は0.02にしました。こちらの記事で記載されていた金属の構造体:0.02から0.04を参考にしました。
減衰比は大きいほどピーク値がなだらかになり変位が小さくなります。減衰比を変えることで計算結果は如何様にも変わるため、実際に実機で減衰比がどのようになっているか把握することが重要です。
測定点の設定
続いてStep → History Outputsで測定点を設定します。今回はモード1次で最も変位が高いNode ID 230553を指定します。
Create History OutputのウィンドウでType: Node Outputを選択
Set SelectionのウィンドウでMoreを選択
FE mesh based selection でIDを選択し右側にIDNo.を入力
Addを押下すると対象点が赤く表示されます。
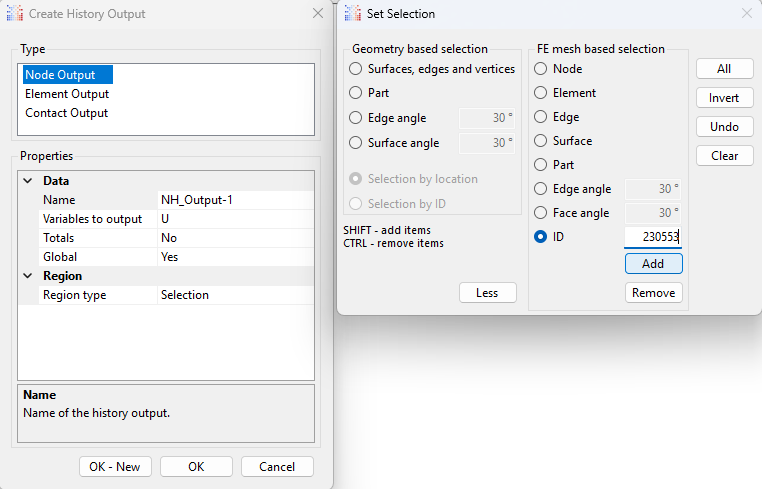
図:測定点の設定
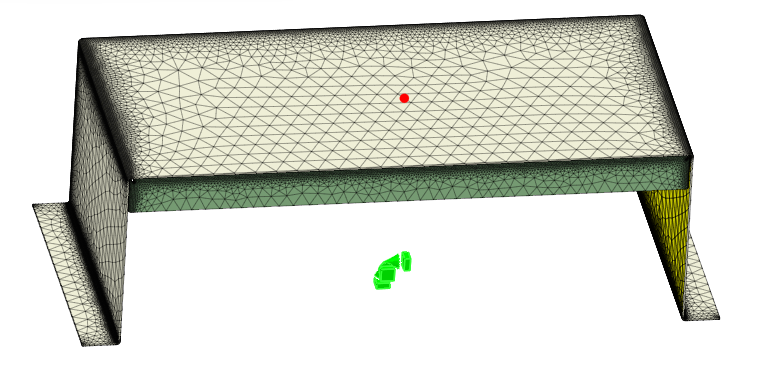
図:設定した測定点(赤く表示)
加振条件の設定
Step → Loads → Createで荷重を入力します。今回はGravityを選択し解析モデル全体がF3(Z方向)に980mm/s^2(=0.1G)で加振する設定にしました。

図:加振の設定
解析の実行
Analysis → Run で解析を実行します。
下図のMonitorのウィンドウが表示され計算経過が表示されます。終了後「Results」を押下すると解析結果が表示されます。
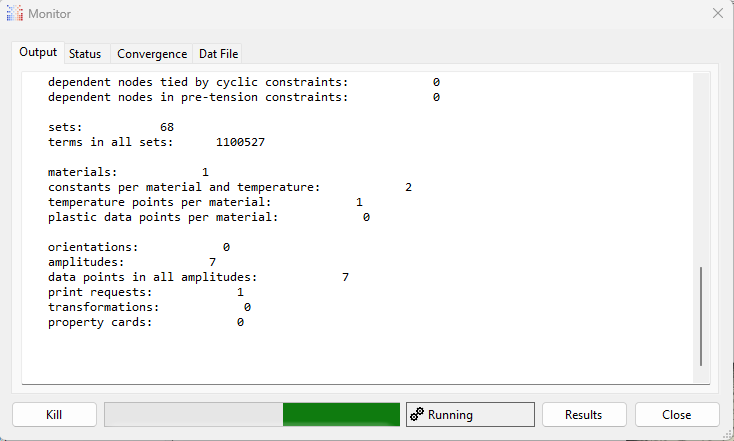
図:実行経過(Monitor)
結果の確認
「Results」を押下すると以下の図が表示されました。ここで下図の左下側に表示されている「NODE_SELECTION-1」から先に設定した測定点の変位を見ていきます。
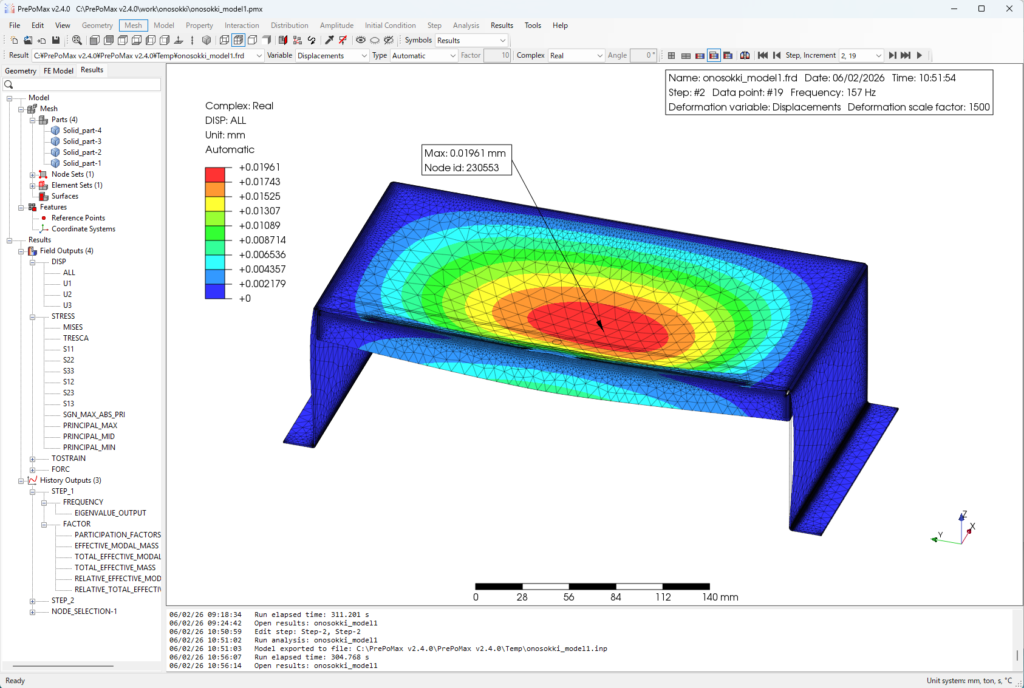
図:解析結果の画面
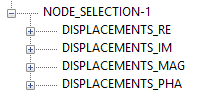
図:変位の種類
DISPLACEMENTS(変位)には上図の通り、4つの種類がありますが、以下の意味を示しています。
- RE:変位の実部
- IM:変位の虚部
- MAG:変位の大きさ
- PHA:変位の位相
今回はMAG(変位の大きさ)で変位を確認します。
上手のDISPLACEMENTS_MAGをクリックして展開すると、以下U1/U2/U3の3つの項目が出てきますがそれぞれX/Y/Z方向の変位を示しています。
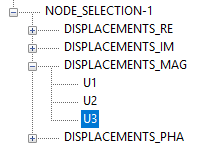
図:変位の種類(DISPLACEMENTS_MAGを展開)
例えばU3(Z方向)を右クリックしてEditを押すと下図が表示されます。結果では152.1497Hzの変位が最も大きく、0.044mmの変位となりました。
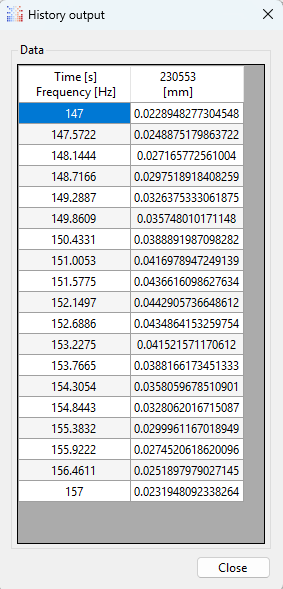
図:変位(147~157Hzまで DISPLACEMENTS_MAG U3)
さいごに
周波数応答解析を行うことで、特定の周波数で加振された際に、対象物がどの程度変位しそうかを確認することができます。
固有値解析では「どの周波数で、どのような振動モードが発生しやすいか」を把握できますが、周波数応答解析を組み合わせることで、加振条件を与えたときの変位量や応答の大きさを確認できるようになります。これにより、共振が問題になりそうな周波数帯や、対策前後での振動低減効果を比較しやすくなります。
ただし、周波数応答解析の結果は、減衰比や拘束条件、加振条件などの設定によって大きく変わります。そのため、解析結果はあくまでも設計検討のための参考値として扱い、必要に応じて実機測定結果と比較しながら妥当性を確認することが重要です。
MechaCreates合同会社では、PrePoMaxなどを使用した固有値解析、周波数応答解析、振動トラブルの原因推定、対策案の検討など、振動解析の受託にも対応しております。製品や設備の共振、振動、異音などでお困りの際は、お気軽にご相談ください。
固有値解析の手順
製品を開発する設計者にとって、振動問題に直面するケースは少なくないと思います。
振動する対象物の固有値を計算して共振の有無を把握し、固有値を変える対策を打つことで振動解決に繋げることができます。
本記事ではオープンソースのCAE:PrePomaxを使用した固有値解析の手順について紹介します。
固有値とは
固有値とは、構造物が自然に振動しやすい性質を表す値で、振動問題では固有振動数として扱われます。例えば音叉は、叩くと決まった高さの音を出します。これは音叉の形状・材質・質量によって、特定の周波数で振動しやすい固有振動数を持っているためです。機械部品や架台も同様に固有振動数を持ち、外部から近い周波数の振動を受けると共振し、大きく揺れる場合があります。
例えば、モーター架台の固有値が30Hzであった場合、1800min-1で回転する誘導モーターの回転周波数30Hzと一致し共振する可能性があります。固有値を把握することで、モーターや歯車などの一定の周波数を発生する機器と干渉するかどうか(=共振するかどうか)を把握することができます。
解析モデル
一例として下図のような台で計算を実施してみます。
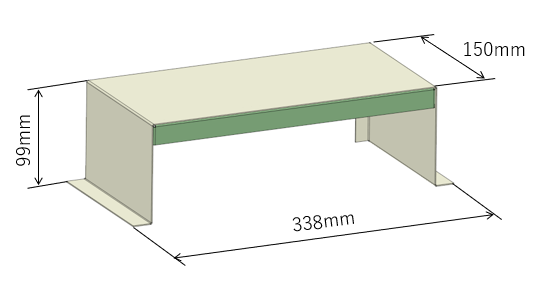
解析モデル(正面から見た図)
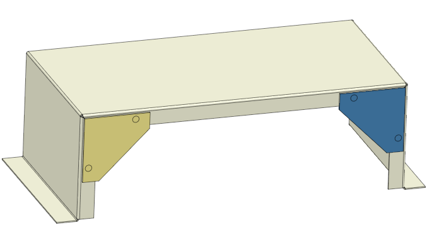
解析モデル(背面から見た図)
解析ソフト
今回はPrePoMaxを使用しました。
PrePoMaxは、オープンソースの有限要素解析ソフト「CalculiX」を使いやすく操作するためのGUIソフトです。3D CADデータを読み込み、メッシュ作成、材料設定、拘束条件、荷重条件を設定して、静解析・非線形解析・固有値解析・熱解析などを行えます。有償の商用CAEに比べて導入コストを抑えられますが、部品間の拘束のしやすさやnode IDの確認など、使いやすさの面では一部劣ることもあります。
解析手順
以下の手順で解析を進めて行きます。
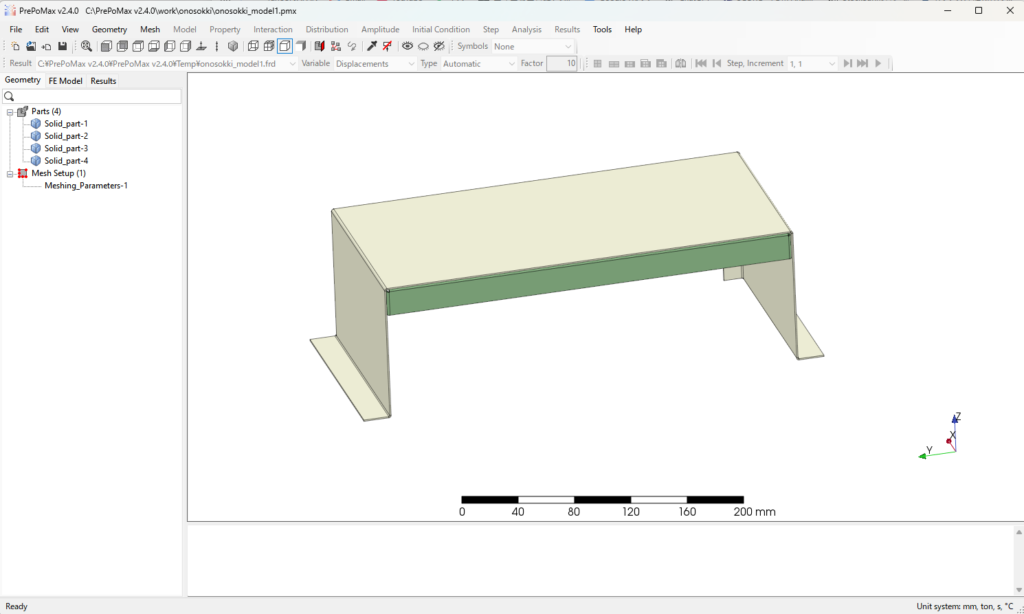
PrePoMaxの画面
1. 3Dモデルを読み込む
File → Import からSTEP、IGES、STLなどの3Dデータを読み込みます。
対象部品が複数ある場合は、接触条件や結合条件が必要になるため、まずは単品モデルで確認すると進めやすいです。
2. メッシュを作成する
Mesh → Mesh Setup Item → Createでメッシュ長を指定します。今回は最大11mm、最小0.21mmで設定しました。
続いて Mesh → Create Meshでメッシュを生成します。
3. 材料を設定する
Property → Material → Create で材料を作成し、以下を入力します。
- ヤング率
- ポアソン比
- 密度
今回はSS400として、ヤング率:206000MPa、ポアソン比:0.3、密度:7.85E-09t/mm3に設定しました。
4. Sectionを作成する
Property → Section → Create で設定した材料を対象となる部品に割り当てます。
5. 解析ステップを作成する
Step → Step → Create → Frequency Stepで固有値解析の設定を行います。
設定する主な項目は以下です。
- 求めるモード数
- 周波数範囲
- ソルバー設定
デフォルトでは以下のようになっています。
- モード数:10
- 周波数範囲:Default
- ソルバー:Paradiso
周波数がDefaultとなっているので、10次のモードがでるまで周波数の上限を上げていく設定になっています。 Pradisoは大規模な疎行列連立一次方程式を解く際に用いられるソルバーです.
今回はデフォルトのままで解析をしました。
6.境界条件を設定する
Step → BC → Create から固定条件を設定します。
固定支持:Fixedを選択し、モデル上で拘束する箇所を選択します。
固有値解析では、拘束条件によって結果が大きく変わります。 完全自由状態で解析すると、剛体モードとして0Hz付近のモードが出ます。
今回は接地する底面部を2箇所拘束しました。
7.解析実行
Analysis → Runで解析を実行します。
エラーが出た場合は、まず以下が当てはまっていないかどうかを確認しましょう。
- 材料に密度が入っているか
- Sectionが割り当てられているか
- メッシュが作成されているか
- 拘束条件が適切か
- 部品同士が未接続になっていないか
8. 結果を確認する
解析完了後、Resultsをクリックして固有振動数とモード形状を確認します。
今回は1次から3次のモードが下図の通りとなりました。(4次~10次は割愛します)
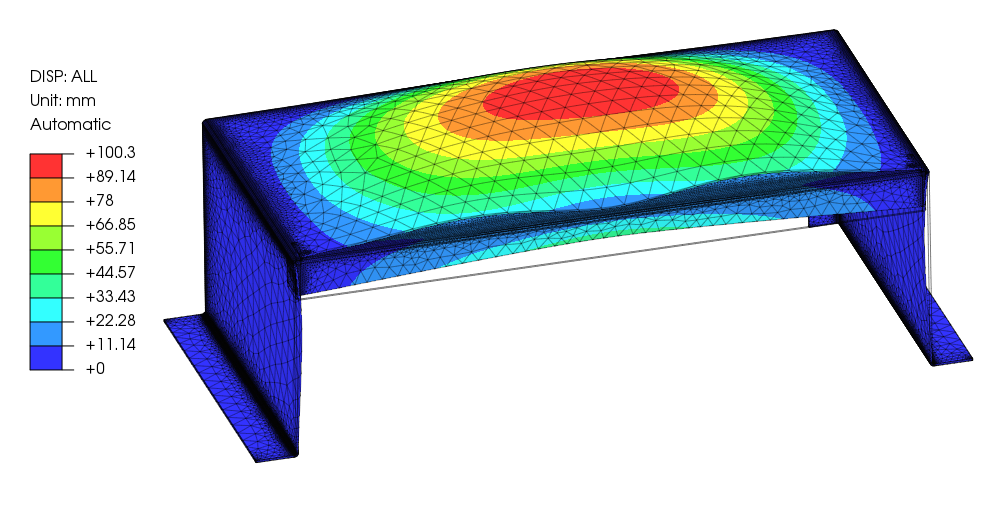
固有値解析の結果(モード1次:152Hz)
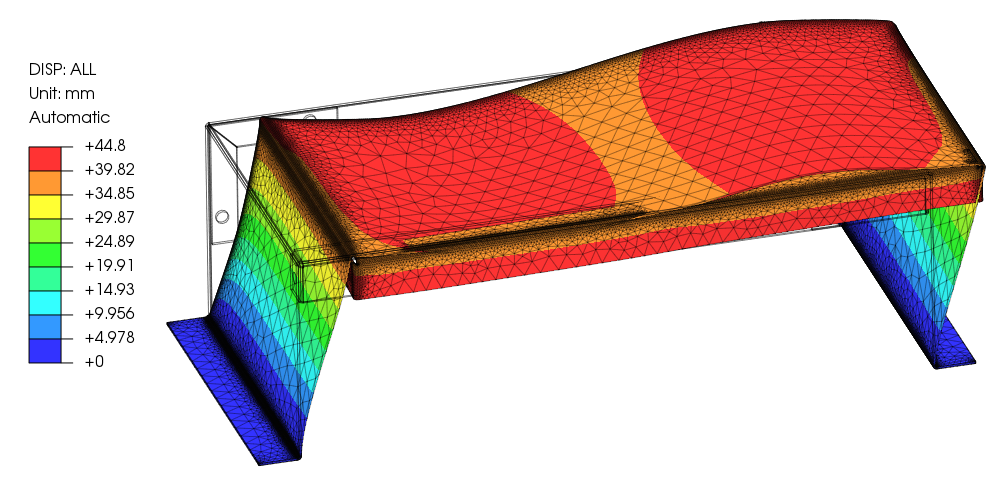
固有値解析の結果(モード2次:152Hz)
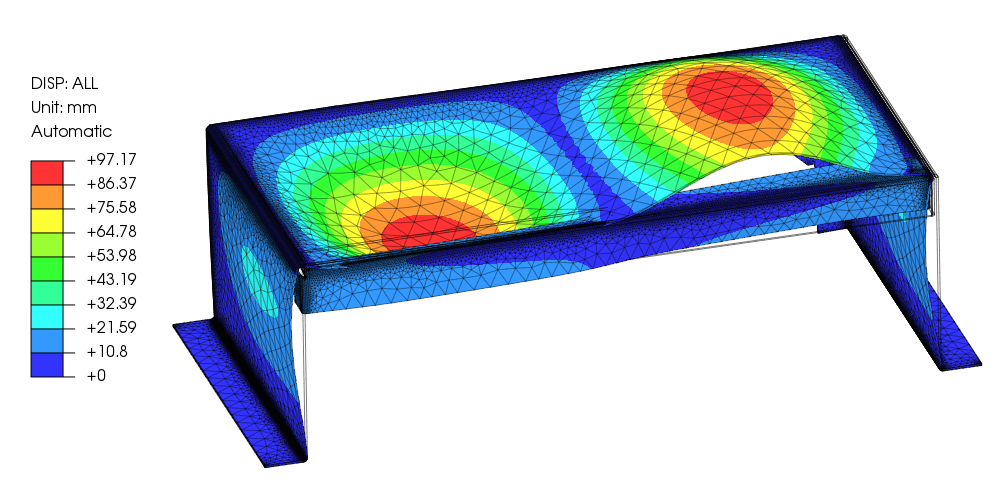
固有値解析の結果(モード3次:243Hz)
さいごに
固有値解析は、製品開発の早い段階で共振リスクを把握し、形状変更・補強・質量調整などの対策方針を検討するうえで有効な手段です。PrePoMaxを活用すれば、商用CAEを導入していない場合でも、基本的な固有値解析を行うことができます。
ただし、解析結果は拘束条件、材料物性、メッシュサイズ、部品同士の結合条件によって大きく変わるため、結果をそのまま信じるのではなく、実機の使用条件と照らし合わせて判断することが重要です。
メカクリエイツでは、PrePoMaxを用いた固有値解析や振動解析、解析結果を踏まえた構造改善案の検討もお手伝いできます。架台・筐体・機械部品の振動問題でお困りの際は、お気軽にご相談ください。
Hello world!
Welcome to WordPress. This is your first post. Edit or delete it, then start writing!